Всем Доброго дня!
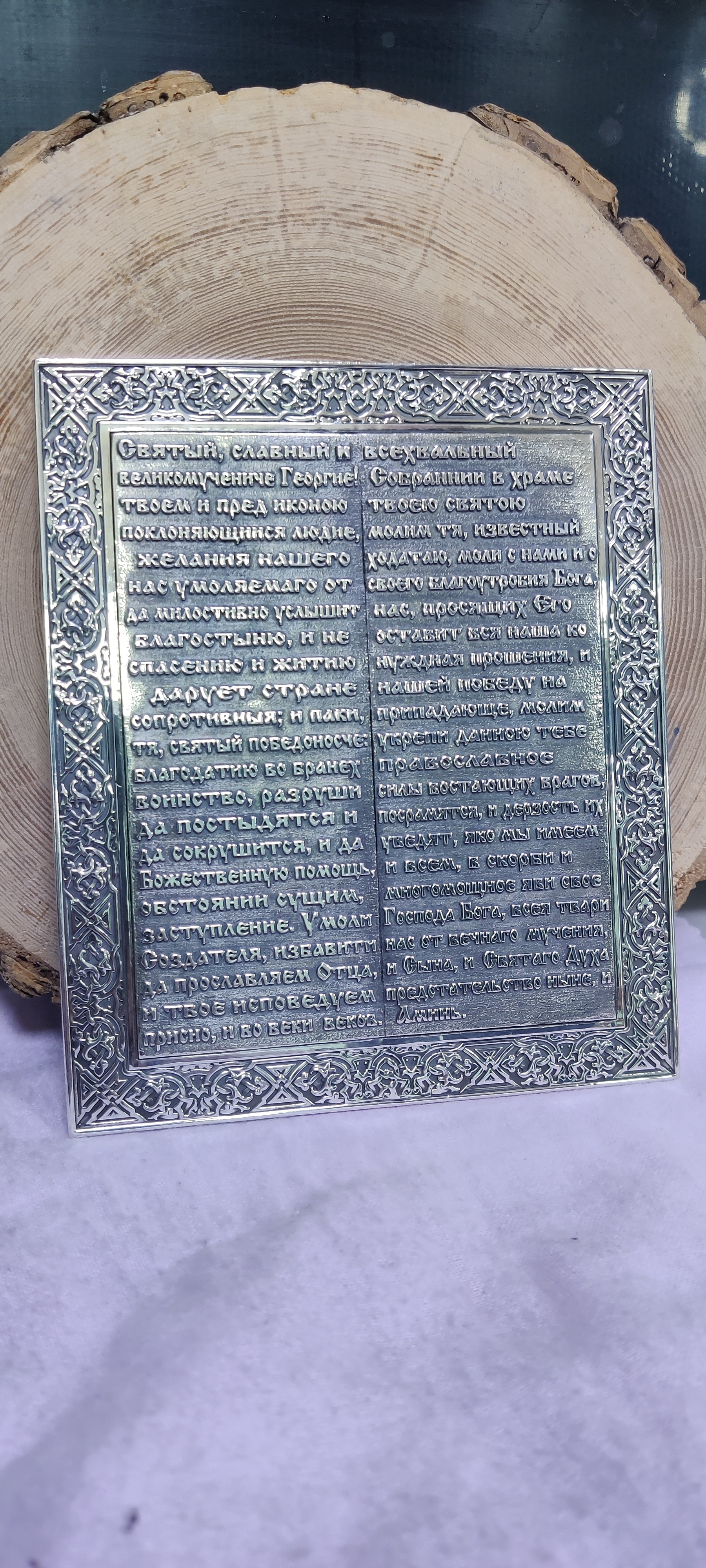
Подскажите пожалуйста советом, по Литью Иконы, в серебре 925 пробы и литниковой системе к ней.
Имеется:
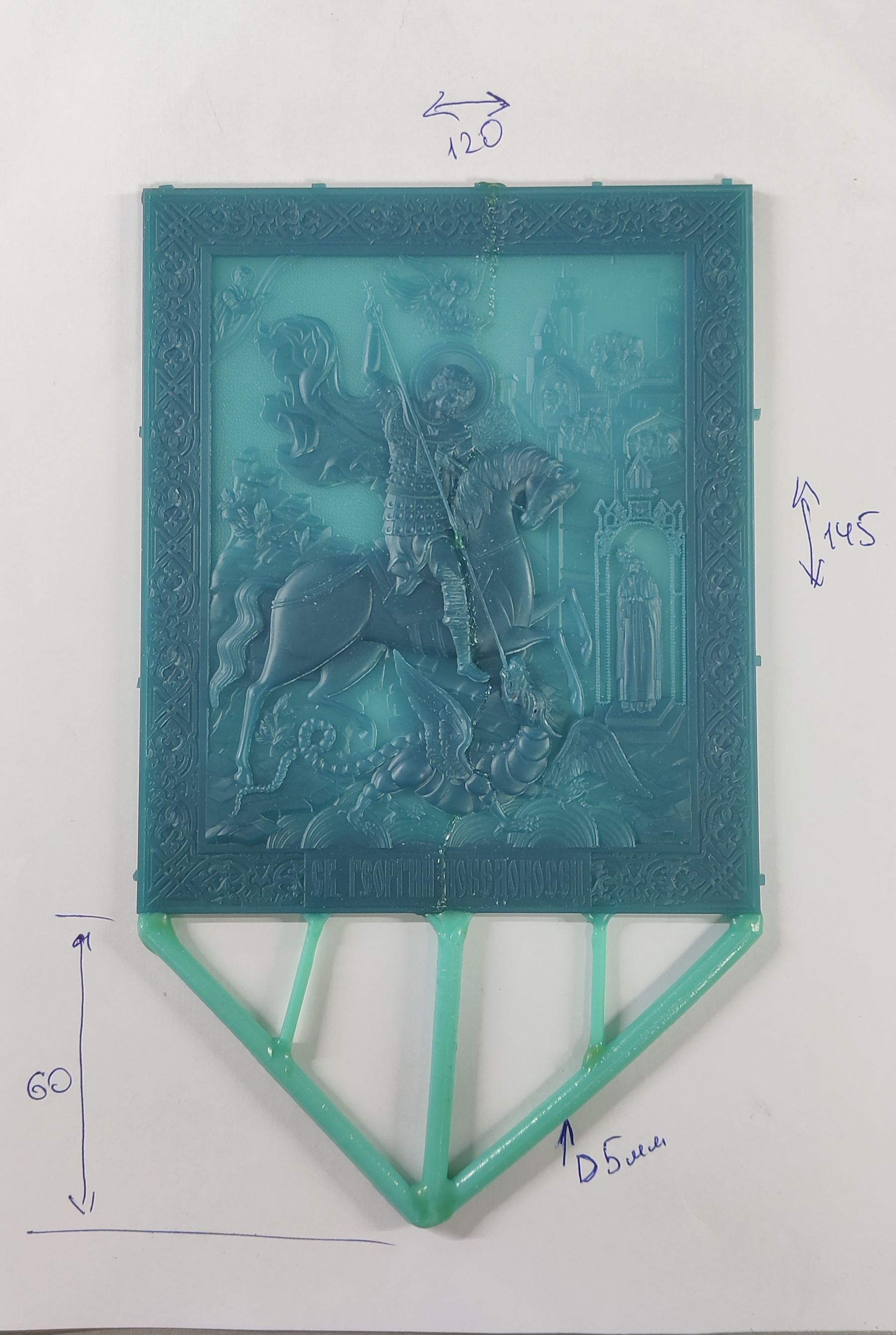
- Воск (ЧПУ, стриж) (размеры: 145х120, минимальная толщина стенки ~ 1 мм)
- Литье вакуумное (типа - перевертыш)
- Формомасса - Advance Special (льем на нем все серебро)
- Лигатура - PRIMA466IT (925) Cu68% Zn29% Si0,5% In1,5%- Чистота серебро 999.9 (Икона будет в 925 пробе).
-
Вопрос по литниковой системе - где и что, может пойти не так, может добавить какие-то литники или выходы/отходы.Вопрос по температуре литья?
(Металл 980 С°, Опока - ?) Предположу 500 - 600 С°
Литьём занимаюсь давно - но такие одиночные, большие изделия , я не лил - но Очень Нужно!
Заранее благодарен.
Подскажите пожалуйста советом, по Литью Иконы, в серебре 925 пробы и литниковой системе к ней.
Имеется:
- Воск (ЧПУ, стриж) (размеры: 145х120, минимальная толщина стенки ~ 1 мм)
- Литье вакуумное (типа - перевертыш)
- Формомасса - Advance Special (льем на нем все серебро)
- Лигатура - PRIMA466IT (925) Cu68% Zn29% Si0,5% In1,5%- Чистота серебро 999.9 (Икона будет в 925 пробе).
-
Вопрос по литниковой системе - где и что, может пойти не так, может добавить какие-то литники или выходы/отходы.Вопрос по температуре литья?
(Металл 980 С°, Опока - ?) Предположу 500 - 600 С°
Литьём занимаюсь давно - но такие одиночные, большие изделия , я не лил - но Очень Нужно!
Заранее благодарен.
Изменено:
- 08.12.2023 12:02:20





 .
.